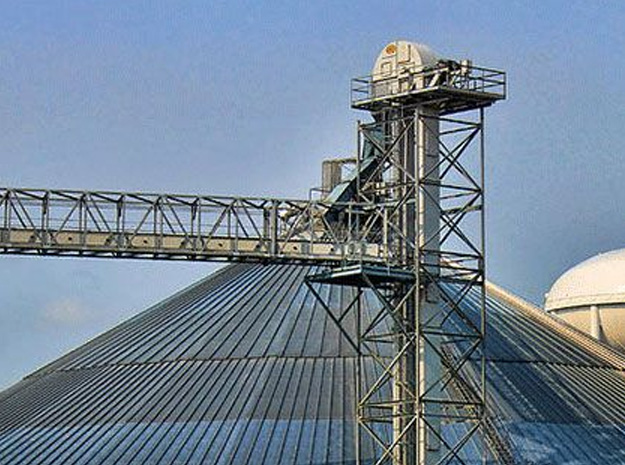
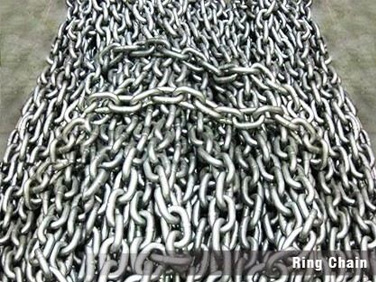
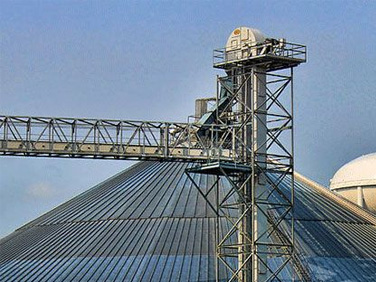
TH Ring chain bucket conveyor also named double chain bucket elevator. Compared with TD belt bucket conveyor, ring chain conveyor use forging ring chain as their traction component. It is widely used for bulk material which density less than 1.5t/m3,such as Coal, cement, sand, fertilizer, food, etc
Characteristics
01
Excellent sealing, less environmental pollution
02
The bucket elevator wheels have bolted rims easily replaceable fabricated in wear resistant steel
03
Symmetrical weight distribution to long life of chain and driveshaft
04
Energy conservation and less maintenance ensure the machine a very low cost
05
Advanced design principle has ensured the reliability of machine operation
06
High manufacture accuracy. The housing case is of good rigidity and beautiful appearance by the edge folding and intermediate beading
07
Lifting height up to 60m
08
Compact installation arrangement
09
Height can be customized according to your need
Selection Conditions
Material to be lifted: _____ Bulk Density: _____t/m3 Feedingcapacity: _____t/h Elevator Lifting height _______m Average size of feeding material:____mm Max. size of feeding material: ____mm Working power supply: _____V ______HZ
Leave a Message
We not only provide a good product, but also provide high quality service. If you are interested in our products, you can contact us in the following ways.
Contact us
Welcome to our factory. We will provide you with the most professional mining machinery solution.
If you represent an industrial operation, laboratory, mining company, or authorized distribution channel, Marina Bay Inc supports structured inquiries for approved use cases only.